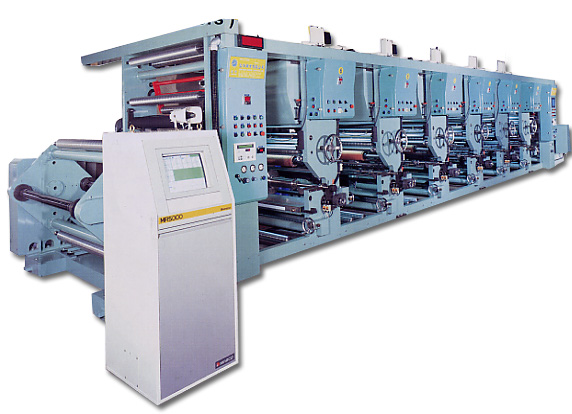
Product Description:
Machine, unwinder and rewinder are driven by AC/DC motor and controlled synchronously. For precise control, machine is equipped with edge position controller, tension controller and tension indicator.Cylinder preset device, optical sensor for auto register, and web inspection monitor system are optional. Shafless printing cylinder is set either by tapered cone, air chuck or by mandrel, tapered cone.
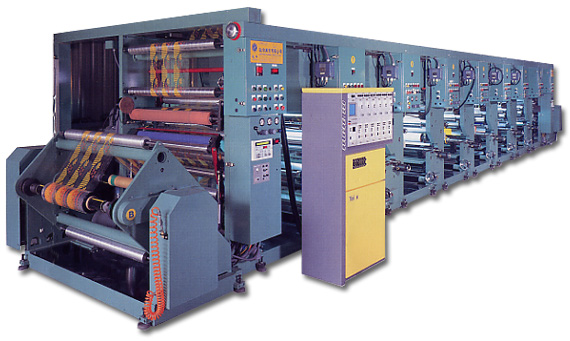
Product Description:
Machine, unwinder and rewinder are driven by AC/DC motor and controlled synchronously. For precise control, machine is equipped with edge position controller, tension controller and tension indicator. Cylinder preset device, optical sensor for auto register, and web inspection monitor system are optional. Shaftless printing cylinder is set either by tapered cone, air chuck or by mandrel, tapered cone.
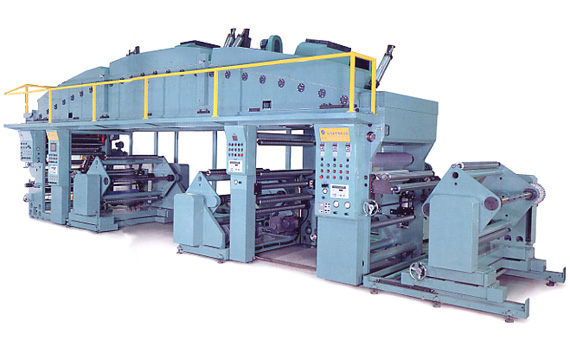
Product Description:
Machine, unwinder and rewinder are driven by AC/DC motor and controlled synchronously. For precise control, machine is equipped with edge position controller, tension controller and tension indicator. Cylinder preset device, optical sensor for auto register, and web inspection monitor system are optional. Shaftless printing cylinder is set either by tapered cone, air chuck or by mandrel, tapered cone.
Product Description:
Machine, unwinder and rewinder are driven by AC/DC motor and controlled synchronously. For precise control, machine is equipped with edge position controller, tension controller and tension indicator.
Product Description:
S-B2A Automatic Gang Slitter is designed for can body blank cutting and is recommended to link with Automatic Sheet Feeder S-B23B. Sheet is sent to first feeding table, guided by flexible roller guiding bars and is fed into round cutters via one finger. Long strips are support by several swing bars then fall down to second feeding table by gravity. Strips are guided by flexible straight bar and are fed into round cutters via two fingers.
Product Description:
S-B37SA Automatic Scrolled Strip Stacker is to link with Scroll Shear S-B26A(B) for scrolled strips collection. Scrolled strips are carried forward to collection tray by flat belts, then receiving forks gradually lower. When strips are piled up to preset height, forks promptly lower down to a roller table to transfer piled strips on a pallet. (At the same time, four small stoppers extrude out to temporarily support after coming strips), then pallet gradually move forward. Forks lift up immediately for second strip stack collection.
Product Description:
S-B31 Automatic Necker with horizontal design. Can cylinder is carried by a timing screw and a turret. Neck is formed due to guidance from a shaped outer necking die made of tungsten carbide. Proper inner die is to prevent wrinkle. With centralized greasing system and multiple safety devices, easy for maintenance and can size changeover.
Product Description:
S-B43A Automatic Seamer is specially designed for square can closing. Flanged can is fed forward through a belt conveyor and an air cylinder push can into a seaming turret. The turret carry can to first seaming station, lifter plate lift can up to chuck, four seaming rollers undertake first seaming operation. Then, can is transferred to second seaming station for second seaming operation. Ends are separated by a pair of magnetic plates and fed into by a magnetic suction pad.
Product Description:
S-B9B Automatic Strip Feed Press is built for can end or battery jacket stamping. Piled strips are lifted by a set of hydraulic cylinders then suck pads send strip one by one to strip feeding station. (also can link with Automatic Strip Feeder S-B18-2M).Reciprocating feeding bar at feeding station push strip into punch tooling. Formed can end (or battery jacket) is ejected out via. an end kicker(or air blowing) to rear while strip scrap is ejected out by a pressing roller to side.
Product Description:
S-B18C(L,LL) Automatic Double Curling Machine with double curling wheel is designed to inward curl the end fringe on round end. Ends punched by a press are delivered by chutes or conveyors into the curling machine. Two turning curling wheels and two set of fixed curling segment curl the end fringe gradually. Two central support rings are to support the ends while they are being curled so as to avoid deformation. Simple structure, easy for operation and maintenance.